Laser machines can cut wood, paper, plastic, fabric, foam, and much more with such high precision and speed, giving lasers a clear advantage over other types of cutting technologies. Laser systems are designed to be as easy to use as a paper printer, you can create a design in a graphic software program of your choice and print it directly to the laser cutting machine.Before you buy a laser engraving machine, you need to read this article to help you better understand.
How can I cut/engrave plywood/wood?
Plywood:
In fact, there is not much difference between carving on plywood and carving on wood, but it is important to note that the depth of carving should not be too deep.
The edges of the cut plywood will also be as black as wood, the key is to see what kind of wood the plywood is made of.
Generally speaking, wood carving on wood is usually carved in hard, and the depth of carving is generally required to be deep.
This power is generally set higher, such as the encounter of harder wood may make the carved graphics darker.
If you want to make the color lighter, you can improve the speed of carving and try to carve it a few more times.
Some wood will produce some oil fume attached to the wood surface when carving. If the wood has been painted, it can be carefully wiped off with a wet cloth. If it is not painted, it may not be clean, causing fouling on the surface of the finished product.
Wood cutting:
The depth of laser engraving machine cutting wood is generally not deep, the maximum cutting depth depends on the wood material and laser power, if you want to cut very thick wood, you can slow down the cutting speed, but may cause wood burning.
In the specific operation, you can try to use large-size lenses, and use the method of repeated cutting.
The following are the setting parameters with better cutting effect in the actual cutting process.
1. The laser power is set to 45% 50%.
Many people ask: why should the minimum power and maximum power be set when cutting?
In fact, the speed of laser cutting a straight line is faster than that at the corner.
In order to be able to cut the plank through, we will set the minimum power and the maximum power. Moreover, we need to know that in the case of cutting through the plank, the greater the power setting, the better, too much power will lead to blackening of the cutting edge and serious reflection of the honeycomb board on the back of the material.
2. Speed is set to 35mm/s.
We all know that the faster the speed, the higher the processing efficiency, but it is not recommended that you only set the cutting speed at the value that just cuts through the plank. The uneven and bending of the material itself may cause the laser to cut through the plank.
Therefore, setting the cutting speed a little slower will help the figure to be completely cut through.
3. Blowing
According to the previous experimental results, the cutting effect of glued plywood is the best when it is strongly blown, so we might as well choose strong blowing when cutting plank.

Can I carve glass?
Glass is easily broken in the process of carving, so glass carving must be very careful.
For different types of glass, the lead content is different, the carving methods are not the same.
With the increase of lead content, the hardness and high temperature viscosity of glass decrease, and the glass is more easily broken.
Ordinary glass is usually easier to carve than crystal glass because of its high lead content and reduced hardness and viscosity, which increases the difficulty of laser carving.
When you start to carve glasses,Apply a little wash to the area to be carved, cut off a newspaper or napkin that is slightly larger than the area to be carved, soak the paper completely with water, squeeze out the excess water, and smooth the wet paper in the area to be carved without pleats.
Put the glass in the engraving machine, carve it while the paper is still wet, then remove the glass, remove the remaining paper, and then clean the glass surface.
If necessary, gently polish the glass surface with a 3M scotchBrite.
In general, the laser power setting should be smaller, the precision should be set at 300dpi, the engraving speed should be faster, you can try to use large-size lenses for carving.

Can leather be carved with a laser machine?
The application of laser engraving machines in the leather industry is also known as laser drilling, which is mainly used for uppers, handbags, leather gloves, luggage and so on.
Compared with the traditional cutting method, the laser engraving machine has many advantages: the edge of the leather is not yellowed, and it automatically curls or curls, does not deform, does not send hard, the size is consistent and accurate; it can cut out any complex shape; high efficiency, low-cost computer design graphics, can cut lace of any shape; there is no mechanical pressure on the workpiece; the operation is safe, maintenance is simple, and so on.
Laser engraving machine process requirements: hook surface will not be yellow, carved material background color, leather cutting edge will not be black, carved clearly.
Laser engraving machines are suitable for carving materials: synthetic leather, PU leather, PVC artificial leather, leather wool, semi-finished products, all kinds of leather fabrics and so on.
Laser engraving machine engraving speed: it depends on the size of the figure, the relative speed of drawing lines in small patterns is a little slower, the speed is 0.8m/ points, the cutting speed of large patterns is 1.5-3m/ points, and the power is 75%. General leather can be cut through.
The cutting of the dermis is a little slower, the speed is 0.4-1.2m/ minutes, and the power is 60-75%.


Why is the laser power getting smaller and smaller?
The laser of the cutting machine is getting smaller and smaller, mainly depending on how long your laser has been in use, whether it has passed the warranty period and is about to reach the expiration date.
Because the laser tube is a consumable, the power is bound to have a process of decline.
Another, check to see if there is any offset in the laser path and whether the laser lenses need to be cleaned.
Whether the current of the laser power supply is stable at the working current or Is the speed too fast.
Why can it not be cut through?
The following points can not be cut through:
1. Check the light outlet of the co2 laser tube. If the lens is damaged and dirty, I will clean the lens. If it has been damaged, please replace the lens.
Note that the screws should be tightened without loosening.
2.check whether the optical path is accurately located in the center of the lens.
The adjustment of the light path can pass the spot test, and it is best for two people to coordinate the operation.
Solution:
3. Increase the working current, but not beyond the bearable range of the co2 laser tube.
Reminder: please keep it at the right current. Too high will shorten the service life of the laser tube.
4. Reduce the spot size.
5. Replace a new co2 laser tube.
6. Adjust the support angle.

How to solve no laser beam from the glass tube ?
The light output control of the glass tube mainly includes the laser tube, the laser power supply, the water circulation system and the light output signal, and the light output signal includes the PWM light output signal from the board, the water protection signal, the door switch signal and so on.
Therefore, the laser tube can not produce light mainly from the laser tube, the laser power supply, the water circulation system and the light signal, generally, first of all, directly observe whether the laser power supply is normally electrified, whether there is something abnormal inside and outside the laser tube, and whether the water circulation system is normal. If it is not correct, it will often be replaced or adjusted accordingly.
When the above aspects are normal, the problem of optical signal should be considered. Generally, the laser tube and laser power supply are tested by the method of short connection signal (short laser power supply current 5v and AIN short water protection P and GND control L and GND with unlocked switch).
How to cut acrylic?
1. The power is set to 65%, 70%.
The minimum power and maximum power are set because the speed of cutting a straight line is faster than that at the corner. We have said that the faster the speed, the lighter the cutting.
Therefore, in order to cut through the sample, we usually set the minimum power and the maximum power.
2. Speed is set to 5mm/s.
We all know that the faster the speed, the higher the processing efficiency, so when we cut ordinary materials, we will increase the power as much as possible to improve the speed, but acrylic is different, too fast speed will make the section not smooth, there is a sense of concavity and convexity, so in order to cut a smooth effect.
When setting the parameters, we need to keep in mind: increase the power and slow down the speed.
3. Do not blow when cutting.
Many people have the problem of whitening when cutting acrylic, this is because he uses blowing when cutting, so if you want to cut a smooth effect, please turn off the blowing, and also remind everyone, when not blowing to cut acrylic, please be there to guard, because without the flame retardant of strong blowing, the material is easy to catch fire in the cutting process, if you find a fire, please turn off the machine in time.
What are the applications of laser cutting machines?
The wavelength of CO2 laser is 10.6um, which is easily absorbed by non-metal, and can cut wood, acrylic, PP, plexiglass and other non-metallic materials with high quality, but the photoelectric conversion rate of CO2 laser is only about 10%.
The CO2 laser cutting machine is equipped with a nozzle for injecting oxygen, compressed air or inert gas N2 at the beam outlet to improve the cutting speed and the smoothness of the cut.
Laser cutting machine is widely used in automobile manufacturing, kitchen utensils industry, sheet metal processing, advertising industry, machinery manufacturing, chassis cabinets, elevator manufacturing, fitness equipment and other industries because of its advantages such as wide cutting range, high cutting speed, narrow slit, good cutting quality, small heat-affected zone, flexible processing and so on.
But the general laser cutting machine is mainly divided into metal cutting and non-metal cutting, there are mixed cutting, metal and non-metal can be used, but not recommended.
How to avoid black edge of leather laser cutting ?
1. Hot cutting can only reduce the phenomenon of leather turning black and yellow.
However, this phenomenon cannot be completely avoided.
2. cut with a laser cutting machine with better cutting effect and faster speed, the edges can be kept neat and hairless, and no blackening, no scorching, no yellowing.
3. Brush the surface of the leather with a layer of detergent before cutting the leather.
4. Others will also put a protective film on the surface of the dermis and then cut it.
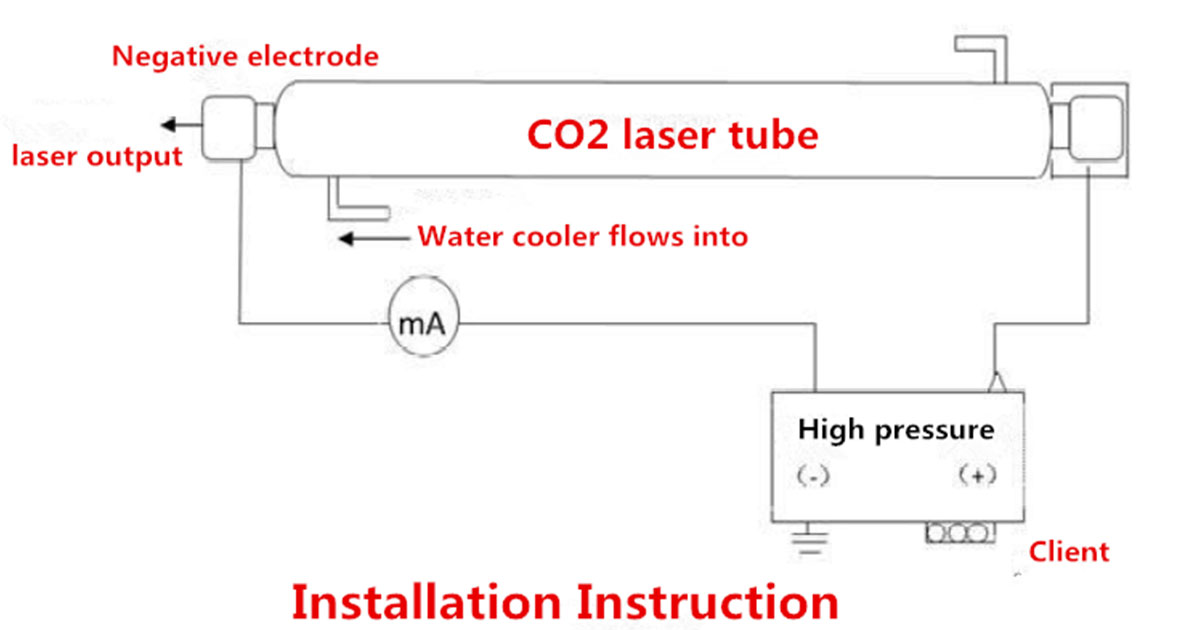
How to install the laser tube?
- First install and fix the laser tube bracket, note: one side of the short adjusting screw should be installed near the inside of the machine, and the fixing nuts on both sides should be adjusted to the bottom of the screw first, and then lock the nut after the light path is adjusted.
- Place the rubber gasket: place the rubber gasket on the laser tube bracket and place the bracket in the center of the rubber gasket.
- Place the laser tube: after distinguishing the positive and negative electrodes of the laser tube, place the laser tube in the rubber gasket slot and adjust the position of the laser tube. The placement requirements of the laser tube: the water inlet at the bottom end and the water outlet at the high end (the bottom end / high end refers to the nozzle directly connected to the second layer of the tube, rather than the lens cooling nozzle at both ends. Generally speaking, the optical end is high-end. The distance between the output port (negative extreme) of the laser tube and the first mirror is 10-20mm, and the distance between the laser tube (high-voltage end) and the outer end of the housing is 20-30mm.
4. After placing the laser tube, cut off the excess rubber gasket with scissors (the cut mouth is facing up), and initially fix the gasket on the laser tube with insulating tape, then remove the laser tube and wrap the rubber gasket around the laser tube with insulating tape.
Pay attention to the light direction of the laser tube, do not put it upside down.
5. Put the wrapped laser tube back on the bracket. First fix it with a bandage, then arrange the position of the conduit and water pipe, and finally connect the water pipe (when connecting the water pipe, you can apply a small amount of water at the nozzle for installation).
6. After the water pipe is installed, turn the laser tube, grind off the oxide layer on the two terminal posts with sandpaper and wrap the two posts densely with copper wire.
7. Put the cathode wire and the high voltage wire on the rubber tube, tin the cathode wire directly and butt welding with the negative connection column of the laser tube, butt welding with the positive connection column of the laser tube after the tin on the high voltage wire, and apply 705 insulating glue to the joint to cover the rubber tube. wrap the rubber tube around the high voltage wire, bend and tie it with turns (only the high voltage wire is fixed in this process).
8. After the position of the laser tube is placed, the laser tube fixture is used to fix each water pipe and cathode casing with wire turns.
Disclaimer: The above information comes from the Internet, if there is any infringement, please inform and delete it.