When using the laser cutting machine for cutting, it is found that the cut workpiece has a lot of burrs and the quality is not good, so it is suspected that there are problems with the laser cutting machine.
Is that really the reason?
Not necessarily.
In most cases, the burr is not caused by the quality problems of the laser cutting machine itself but by the wrong operation mode of the operator or the inadequate maintenance of the cutting machine.
The main reason for burr is the problem of auxiliary gas.
During laser cutting, the laser beam irradiates the workpiece surface to produce a very high temperature, which causes the workpiece surface to vaporize and evaporate quickly. This achieves the purpose of cutting metal.
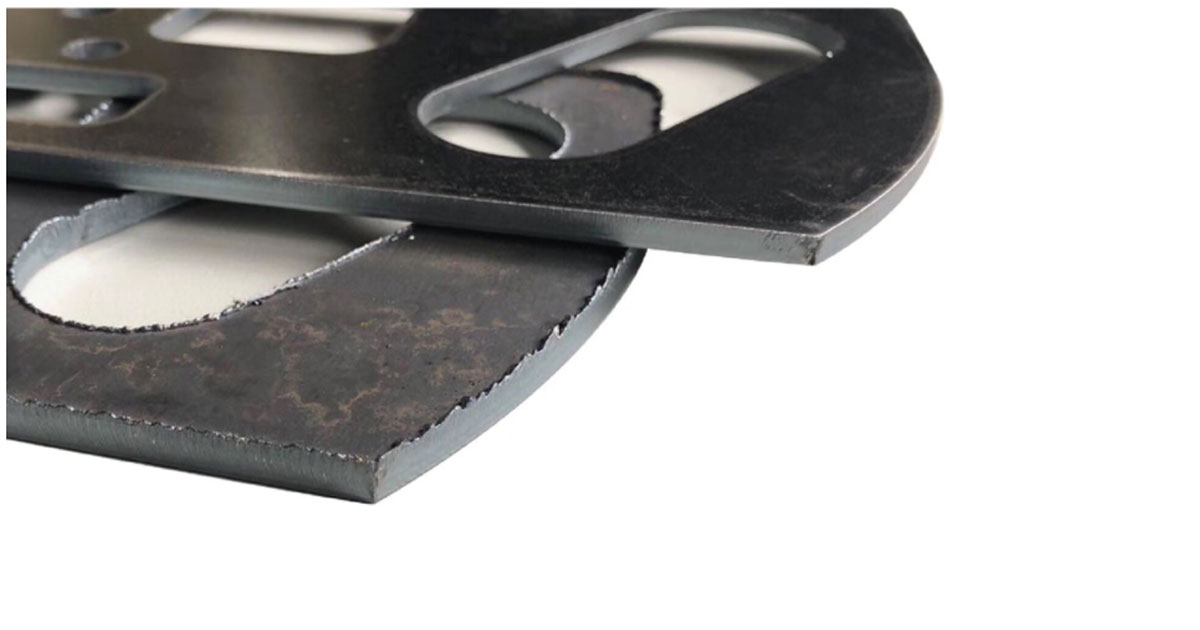
The function of auxiliary gas is to blow off the residual slag on the workpiece surface when the workpiece is gasified by a laser beam.
If not, when the slag cools, a layer of attached burrs will be formed on the cutting surface of the workpiece.
Let’s summarize the reasons for several common burrs and solutions.
Reason 1: there is a deviation in the upper and lower position of the laser beam focus produced by the laser cutting machine, resulting in the energy not just converging on the workpiece; the workpiece is not fully vaporized, so the slag production is increased, it is not easy to blow off, so it is more likely to produce burrs.
Solution: Adjust the position of the laser beam’s focus according to its offset position and adjust it to the best place.
Reason 2: the output power of the laser cutting machine is not enough to vaporize the metal effectively, resulting in too much slag and burrs.
Solution: Check whether the laser cutting machine is working normally. If it is not normal, it needs to be repaired and maintained in time; if it is normal, check whether the output value is correct.
Reason 3: the speed of the cutting line of the laser cutting machine is too slow, which destroys the surface quality of the cutting surface and produces burr.
Solution: adjust and improve the cutting line speed in time to make it reach the normal value.
Reason 4: the purity of the auxiliary gas of the laser cutting machine can not reach the required standard, which will also make the workpiece burr.
Solution: replace the auxiliary gas with higher purity.
Reason 5: the working time of the laser cutting machine is too long, so the equipment has an unstable working state, which will also lead to burr.
Solution: turn off the laser cutting machine and restart it after a period of time.