Introduction
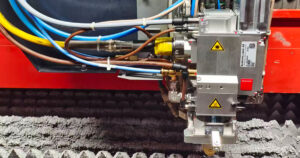
The fiber laser cutting head is the core component of the laser cutting machine and directly affects the cutting performance. The cutting head is composed of an optical fiber laser interface locking device, an internal optical lens (including collimating lenses, focusing lenses, protective lenses, etc.), an internal cooling water channel, and lower cutting consumables. The auto-focusing cutting head is also equipped with a DC motor drive device.
Nozzles, ceramic rings and upper and lower protective mirrors are cutting consumables, which users can replace according to the situation.
Illegal operation of the cutting set is incorrect, or the cutting gas is not clean, may damage the internal collimating lens and focusing lens and even make the internal pollution of the whole cutting head seriously when the collimating lens and focusing lens need to be replaced, or the entire cutting head needs to be cleaned and decontaminated, the user generally handles it unconditionally on the spot, and the user should contact the professional and technical personnel in time to deal with it.
Collimation lenses assembly:
Collimation assembly: converge the divergent light transmitted from the optical fiber and straighten or collimate it.
The collimating assembly includes a collimating center and water-cooling parts.
Focus lens assembly:
It is placed in the body. After collimation, the parallel laser beam is focused, and the focus position can be changed through the focusing part of the focus module to meet the needs of cutting different materials and plates of different thicknesses.
Protective lenses:
It is used to isolate the outside world from the cutting head’s internal optical path, ensure that the path is sealed, prevent dust and impurities from entering the path, and prolong the cutting head’s service life.
Sensor and control box:
It can keep the distance between the cutting head and the workpiece surface stable for a long time and reliably, and provide a guarantee for obtaining the best cutting quality.
Laser Cutting nozzle:
Installed in front of the cutting head are the laser beam and paving gas m channel.
The auxiliary gas passes through the inner cavity of the cutting nozzle to form a high-speed airflow.
Blow the melting material away to achieve the purpose of cutting.

How to install a cutting head?
During the installation of the cutting head, dust or dirt may accidentally enter the cutting head, contaminate the optical lens, and affect its normal functions. To prevent dust or dirt from entering the cutting head, please refer to the following methods for the installation of the cutting head:
Preparation before operation
The following objects are required before operation: Laser Cutting head; Clean workbench (clean workbench type: vertical purification; cleanliness level: ISO 5, 100; average wind speed ≥ 0.4m/s); Cleaning kit: strong light flashlight, absolute ethanol (or IPA), dust-free purification cotton swab, dust-free cloth, compressed air dust removal tank (or air blower).

Preparation of a clean table
Prepare the clean table, start it up, and ensure its functionality:
1. Check that the equipment is clean and qualified (check the cleanliness of the dust particle counter ), and confirm that the FFU purification unit is within the validity period (measure the average wind speed in the working area when the wind speed cannot reach 0.3m/s, the FFU purification unit must be replaced);
2. Check whether each switch is running normally, and check whether the fan is running normally;
3. It is strictly forbidden to install unnecessary items in the clean working area to ensure that the clean airflow is not disturbed;
4. For clean workbenches that are newly installed or have not been used for a long time, please use a clean cloth and anhydrous ethanol to wipe them clean before use;
During operation:
1. Turn on the power and pull the glass sliding door of the clean workbench to the lowest position (leaving a gap of about 10cm);
2. Start the fan, it is recommended to purify the clean table for about 30 minutes in advance; 3. Turn on the light source of the clean workbench
Note:
Clean table type: vertical purification;
Cleanliness class: ISO 5, 100;
average wind speed ≥ 0.4m/s

Put the cutting head inside the clean table
Put the cutting head horizontally inside the clean workbench. To prevent dust from contaminating the core area of the cutting head, please ensure the integrity of the special protective film/cap for the optical fiber interface before plugging and unplugging the optical fiber.

Clean and wipe the fiber interface of the cutting head
Wipe the fiber interface of the cutting head with a clean cloth and anhydrous ethanol.
Check the laser fiber end surface
Remove the protective cap of the laser fiber and irradiate the end face of the fiber with a strong flashlight to
observe whether there is any pollution; if it is clean, you can directly insert the fiber.

Tear off the protective film/remove the protective cap
Remove the special protective cap/protective plug for the optical fiber interface on the cutting head.
Insert the laser fiber interface into the cutting head
Align the fiber optic plug with the red dot, insert it into the unlocked fiber optic port, and ensure that it is
inserted as far as it will go. Rotate the locking cap until it is tightly locked.

Wrap and seal
After inserting the optical fiber, wrap and seal the interface between it and the cutting head with tape.

Mount the cutting head on the backplane
The cutting head can be installed on the Z-axis backplane of the machine tool through four screws A, B, C, and D. When fixing the cutting head on the machine; it must be ensured that the cutting head is locked and there is no obvious movement.
Installing the ceramic body and nozzle
Install the ceramic body and secure it with the locking ring, then install the nozzle.
Beam centering
Adjust the XY centering knob to make the focal point in the center of the nozzle by low-power dotting.
Note:
Manual alignment operation:
1. Make sure the laser beam is turned off.
2. Place scotch tape under the nozzle.
3. Click to trigger a low-power laser pulse and assess the position of the laser beam relative to the nozzle through the penetration of the tape.
4. Adjust the X/Y centering screws to center the laser beam on the nozzle.