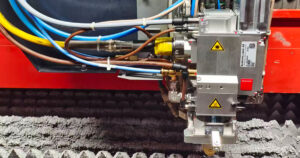
The laser cutting head is basically similar to the laser-welded joint, except that the welded joint needs to use the laser welding torch, and each needs to use the laser cutting torch (also known as the cutting gun).
Laser cutting head is mostly used in CO2 laser cutting equipment, which is mainly composed of laser, light guide system, numerical control motion system, cutting torch, smoking system, and so on.
The main working parameters of the laser cutting as followed:
Beam mode
Fundamental mode, also known as Gaussian mode, is the most ideal cutting mode, which mainly occurs in low-power lasers whose power is less than 1kW.
The low-order mode is close to the fundamental mode, which mainly occurs in the 1 ~ 2 kW medium power laser.
Multimode is a mixture of high-order modes, which appears in high-power lasers whose power is greater than 3kW.
At the same power, multiple molds have poor focusing and low cutting ability.
The cutting ability of a single-mode laser is attributed to a multi-mode.
For example, a 300W single-mode laser has the same cutting capability as a 500W multimode laser.
Laser power
The laser head power required by the laser cutting head mainly depends on the cutting type and the cutting material.
Gasification cutting requires the highest laser head power, followed by melt cutting and oxygen cutting.
The laser head power has a great influence on the cutting thickness, cutting speed, notch width, and so on.
Generally speaking, the thickness of the cuttable material influences the cutting power,the higher power the more thickness. Besides, cutting speed increases and the notch width also increases.
Focusing position
The focusing position, that is, the amount of defocus, has a great influence on the width of the notch.
In general, when the focus is about 1 / 3 of the thickness below the material surface, the cutting depth is the largest and the mouth width is the smallest.
Focusing depth
When cutting thicker steel plates, a beam with a larger focal depth should be used to obtain a cutting surface with good verticality.
When the focal depth is large, the spot diameter increases and the power density decreases, which means that the cutting speed decreases.
In order to maintain a certain cutting speed, the power of the laser head must be increased.
It is recommended to use a smaller focal depth to cut the thin plate so that the spot diameter is small, the power density is high, and the cutting speed is fast.
Auxiliary gas
Oxygen is mainly used as an auxiliary gas for cutting low carbon steel, and the heat of iron-oxygen combustion reaction is used to promote the cutting process.
In addition, the cutting speed is fast, the cutting quality is good, and the slag-free cutting can be obtained.
Its pressure increases, kinetic energy increases, and slag discharge capacity increases.
However, if the pressure is too high, the cutting surface will be very rough.
In addition, the purity of oxygen has a certain effect on the cutting speed.
For example, if the purity of oxygen is reduced by 2%, the cutting speed will be reduced by 50%.
Nozzle structure
The structure and shape of the nozzle also affect the quality and efficiency of the laser cutting head.
Different cutting machines use nozzles of different shapes.
Common nozzle shapes include cylindrical, conical, square, and so on.
The laser cutting head usually uses a coaxial nozzle (the airflow is concentric with the optical axis).
If the airflow is different from the optical axis, it is easy to produce a lot of spatter in the cutting process.
In order to ensure the stability of the cutting process, the distance between the end face of the nozzle and the surface of the workpiece is usually reduced to 0.5mm to 2.0mm, so that the cutting can be carried out smoothly. Please refer to figure this link to choose the best nozzles