



Laser welding can be realized by continuous or pulsed laser beams. The principle of laser welding can be divided into heat conduction welding and laser deep penetration welding.
The heat conduction welding occurs when the power density is less than 104 / 105 W/cm2, and the penetration is shallow and the welding speed is slow; when the power density is more than 105 / 107 W/cm2, the metal surface is sunken into a “hole” under the action of heat, forming deep penetration welding, which has the characteristics of fast welding speed and large aspect ratio.
The principle of heat conduction laser welding is as follows: the surface to be processed is heated by laser radiation, the surface heat is diffused internally through heat transfer, and the workpiece is melted by controlling the laser parameters such as laser pulse width, energy, peak power, and repetition frequency. to form a specific molten pool.
Our nozzles are suitable for Hanwei Laser,QiLin Laser,WSX Laser and Ospri L aser :
Feel free to consult us when you want to buy the Replacements.

| Description | Pictures |
| Model:Type A Height:40mm Thread:M10 Auto sending wire 1.0mm/1.5mm |  |
| Model:Type B Height:40mm Thread:M10 Plane Angle |  |
| Model:Type C Height:40mm Thread:M10 Inner corner |  |
| Model:Type D Height:40mm Thread:M10 Outer corner |  |
| Model:Type E Height:40mm Thread:M10 Cutting |  |
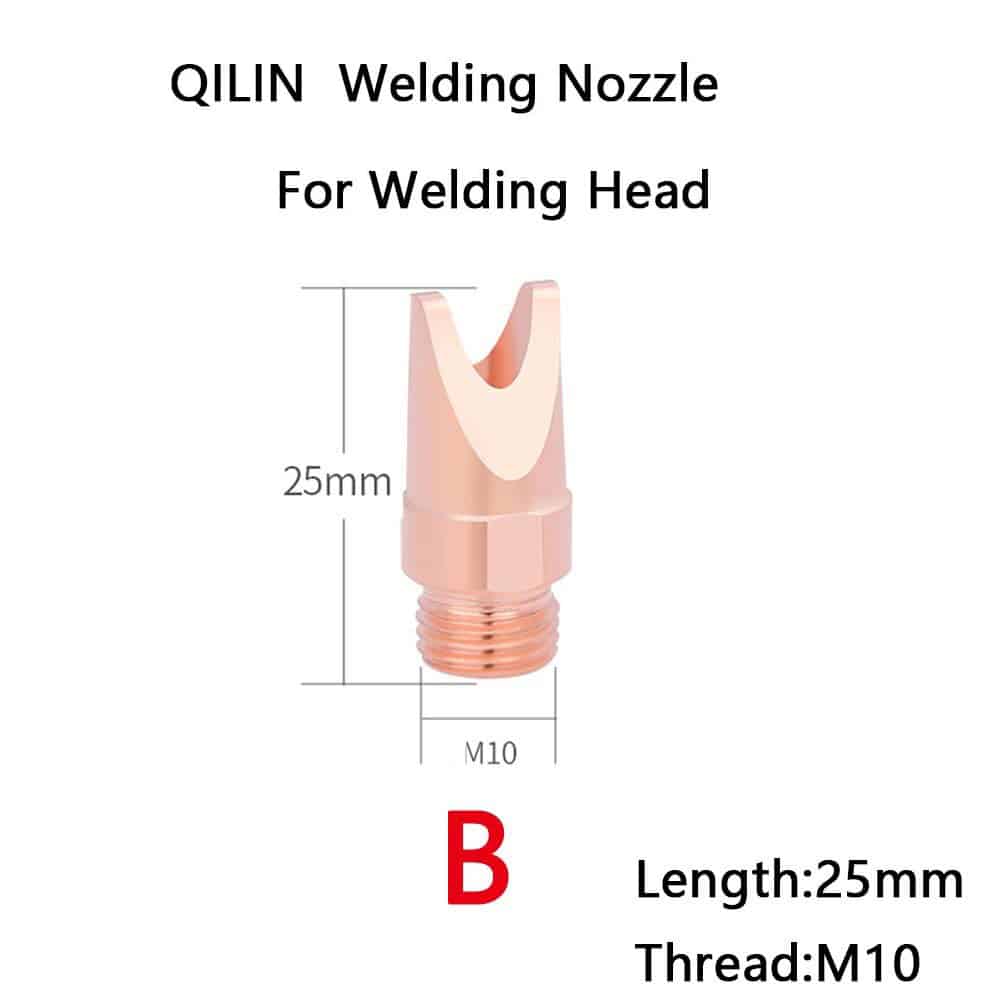
| Model:Type F Height:25mm Thread:M10 Inner corner |  |
| Model:Type G Height:25mm Thread:M10 Outer corner |  |
| Model:Type H Height:25mm Thread:M10 |  |
| Model:Type I Height:25mm Thread:M10 Auto sending wire |  |
| Model:Type J Height:25mm Thread:M10 Cutting |  |





